The first post in this series discusses a hybrid approach to controlling the contents within a coke drum employing neutron backscatter and gamma transmission. This post describes the neutron backscatter measurement principle. Stay tuned for part three, which will describe the gamma transmission measurement principle.
Neutron Backscatter Measurement Principle
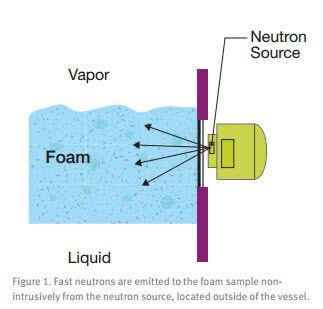
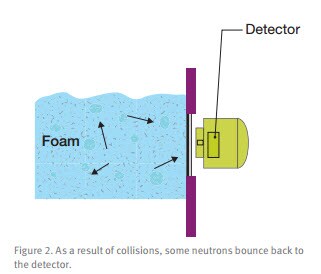
The process begins with fast neutrons being emitted by a source through the walls of the vessel (Figure 1). These neutrons collide with the nuclei of the process material. Due to these numerous collisions, some of these neutrons bounce back (are back-scattered) to the detector (Figure 2). The slow neutrons, those that have lost most of their energy during collisions, are detected by the detector. Since collisions with light atoms cause more energy loss than collisions with heavy atoms, the response of the gauge is more sensitive to the density of light atoms in the process.
The below diagram shows a typical mounting scenario and the placement of the gauges are on the outside of the vessel.
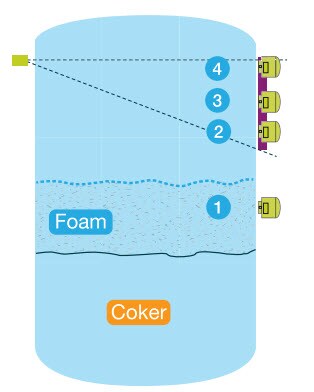
The coker is loaded and the first gauge monitors the material. It first detects the foam and then the wet coke. From the time difference, the volume of the foam can be calculated and the amount of anti foaming required can be determined. Most companies inject the anti foam when the foam reaches the second gauge. The result of this action can be monitored by the second gauge, which should indicate 5% to 100% transition as the wet coke comes in. If not, correction can be taken. Gauge 3 will indicate to the plant to stop charging. Gauge 4 is used as safety indication to avoid “foam over” due to the sudden depressurization at switch time. The signal coming from the detector is a current measured in pA (pico amps = 1.0×10-12 Amps). It depends on the wall thickness, the process material, and the distance of the detector from the process material. The calibration of the instrument is done taking two points: empty and full of water. The output (4-20 mA) is spanned as 0% to 100% output.
The calibration assigns the following values:
- Vessel empty: 5% = 4.8 mA
- Vessel full of water: 95% = 19.2 mA
With this setting, the following readings can be made:
- Light foam: 15% to 35%
- Heavy foam: 40% to 60%
- Coke saturated with water 85% to 90%
- Dry Coke: 70% to 85%
Look for the final part of this series, which explains the the gamma transmission technique, or read the application note, Hybrid Solution for the Analysis for Coke Drum Applications. Learn about density and level instruments that offer the best monitoring scheme for both exact control and an overview of what is happening in the delayed coking process.

What Is Ambient Air?
Learn about ambient air, its significance, pollutants, and m... Marlene Gasdia-Cochrane, Editor
Read More
Don’t Abandon the Treasures: Fill Your Trick-or-Treat Bags with Free eBooks for Mining and Cement Operations
Ghost towns have more to do with the abandonment of mining t... Marlene Gasdia-Cochrane, Editor
Read More
Coal Power is King… At Least Right Now in Kentucky
Kentucky still believes coal power is king. At least that�... Kevin Gordon
Read More
Celebrating National Miners Day with a Nod Toward Safety
Today we celebrate you — the folks who are involved in...
Read More
Leave a Reply